
铸铁装配平台出现铸造问题的预防办法 :
1、削减发气量:操控型砂或芯砂中发气物质的含量,湿型砂的含水量不能过高,造型与修模时脱模剂和水用量不宜过多。砂芯要保证烘干,烘干后的砂芯不宜存放太长时间,隔天运用的砂芯在运用前要回炉烘干,以防砂芯吸潮,不运用受潮、生锈的冷铁和芯撑等。
2、改进型砂的透气性,挑选适宜的型空紧实度,合理安排出气眼方位以利排气,保证砂芯通气孔道梳理。
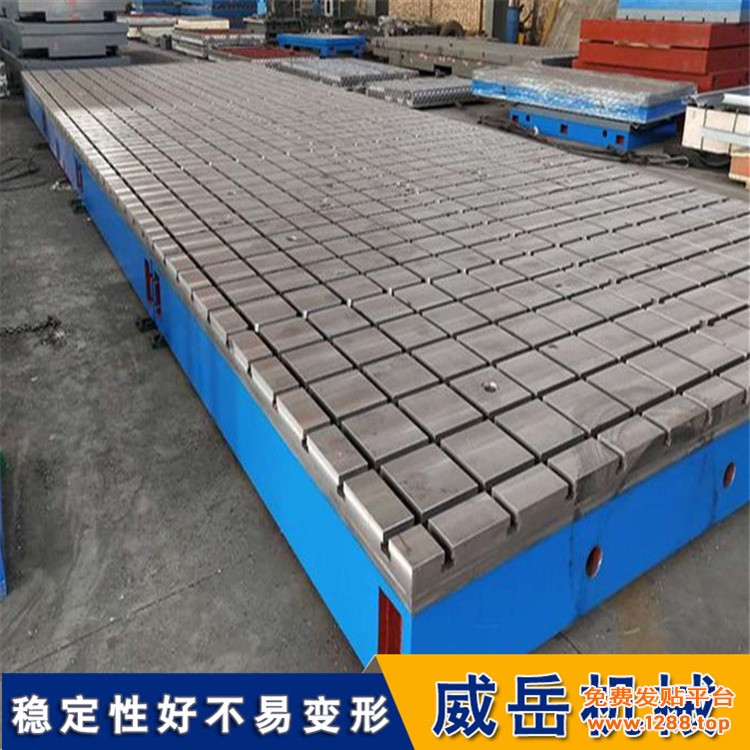
3、恰当浇注温度,开排气孔和排气冒口等,以利于侵入金属液的气体上浮排出。 皮下气孔 这种气孔首要出现在铸件的表层皮下2~3mm处,直径为1~3mm左右。而且数量较多,铸铁装配平台、工作台、平台经热处理或粗加工去除外皮后,就会明晰地显露出来。
4、恰当浇注温度, 操控添加剂的参加量,尽可能缩短浇注时间。
5、孕育剂的参加量操控在(质量分数)0.4~0.6,一起要 控制孕育剂中A1的质量分数,偏高简单和型腔外表的水分发生反响:
6、避免铁液氧化,恰当补加接力焦, 操控进风量。
